Завод «Евросиликон» во Франции
У завода два основных корпуса, где находится производство, лаборатория контроля качества и административное отделение. В третьем корпусе хранится уже готовая продукция.
Ёмкости с жидким силиконом
В этих контейнерах содержится основа для будущего имплантата.
Начальный этап производства
Здесь происходит смешение исходных компонентов — подготовка дисперсий. Это смесь из двух веществ, которые, с точки зрения химии, вообще друг с другом не реагируют.
Работник завода со специальным распиратором
Запах на производстве стоит специфический, поэтому без маски не обойтись.
Формы для оболочки имплантатов
Рабочий опускает форму в раствор жидкого силикона. Этот процесс требует особой тщательности, чтобы в толщине оболочки не образовались пузырьки воздуха.
Тележка с формами жидкого силикона
После того как стекут избытки жидкого силикона, формы помещают в тележки и отвозят в печь для просушки.
Нанесение текстуры на оболочку имплантата
На расплавленный верхний слой насыпаются кристаллы соли определённого размера, а затем формы снова отправляют в печь. Процедура проводится дважды. Наконец, формы погружаются в дистиллированную воду, чтобы смыть соль.
Снятие оболочки с формы
Оболочка аккуратно стягивается с формы и складывается в специальный лоток. В это же время изготавливается заплата, которая будет закрывать отверстие с нижней стороны имплантата, оставшееся после снятия оболочки.
Маркировка оболочки
После изготовления заплаты к каждой оболочке прикладывается своя маркировка (объем, модель, серийный номер).
Заплата для оболочки
Машина для приклеивания заплаты
Под действием температуры в 136 градусов заплата приклеивается в течение нескольких минут. Остается лишь маленькое отверстие, через которое оболочка будет заполняться силиконовым гелем.
Заполнение оболочки силиконовым гелем
Программа машины учитывает форму оболочки, что позволяет создавать анатомические имплантаты.
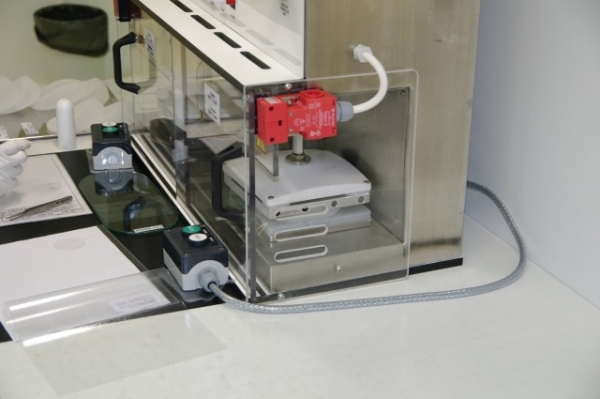
Барокамера для перемещения пузырьков воздуха
Чтобы удалить микроскопические пузырьки воздуха имплантаты помещаются в барокамеру, где создается разрежение -0,9бар. Весь воздух скапливается в верхней части оболочки.
Изъятие воздуха из силиконовой оболочки
Удаление производится с помощью специальной иглы, затем технологическое отверстие заклеивается.
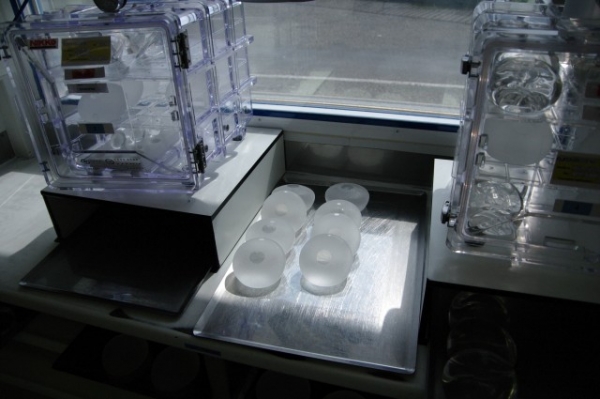
Финальная термообработка имплантатов
Стерилизация имплантата
Готовые имплантаты упаковываются в двойные блистеры, которые затем запаивают и отправляют на стерилизацию гамма-излучением.
Контроль качества продукции: процесс сдавливания
В лаборатории контроля качества проводятся различные тесты готовой продукции. Первый тест - на статическую нагрузку. Сейчас на имплантат воздействует давление в 500кг.
Но на следующем фото видно, что имплантат никак не деформировался.
Имплантат выдержал давление и прошёл тест
Тест на растяжение
Для последнего теста с оболочки имплантата вырезается небольшая полоска и помещается в специальный аппарат, который растягивает оболочку вплоть до ее разрыва.
В данном случае разрыв произошёл при растяжении 576%. ГОСТ требует не менее 500%.
Силиконовый протез для яичек
Конечный результат работы всего завода — имплантат молочной железы



























 Makaroshka
Makaroshka 

 Среда, 28 сентября 2016 года в 13:31
Среда, 28 сентября 2016 года в 13:31


